Wie man es dreht und wendet

Qualität beim Beschichten von Wendeschneidplatten
Ob Standardanwendungen oder anspruchsvolle Bearbeitungsaufgaben – Wendeschneidplatten mit HiPIMS-Premiumbeschichtungen sind der Schlüssel zu maximaler Leistungsfähigkeit. Sie erzielen sehr glatte Oberflächen bei sehr hohen Vorschub- und Schnittgeschwindigkeiten. Beim Premium- und beim Premium Plus-Service von CemeCon werden die Beschichtungen genau auf die Anforderungen abgestimmt. Um gleichbleibende Qualität kümmert sich unter anderem Eric Knipprath.
Maximales Zeitspanvolumen beim Schruppen, höchste Präzision und Geschwindigkeit beim Schlichten – HiPIMS-beschichtete Wendeschneidplatten bringen entscheidende Produktionsvorteile mit. Die Schichtwerkstoffe FerroCon®, InoxaCon® und AluCon® sind extrem glatt, spannungsarm, außerordentlich hart und verschleißbeständig sowie unvergleichlich haftfest. Das sorgt für höhere Standzeiten, bessere Werkstückoberflächen sowie die Möglichkeit von optimierten Schnittwerten.
HiPIMS macht den Unterschied
„Geometrien von Wendeschneidplatten zu überarbeiten, ist sehr aufwendig und kostenintensiv“, weiß Inka Harrand, Produktmanagerin Cutting Inserts bei CemeCon. „Mit dem Wechsel von einer herkömmlichen PVD-Beschichtung zu einer HiPIMS-Variante können Werkzeughersteller sowie Anwender schnell deutliche Performancegewinne bei der Zerspanung erhalten.“ Ein Beispiel: Beim Planfräsen mit Wendeschneidplatten kommt es auf ein hohes Spanvolumen an. Mit InoxaCon® konnten bei vc = 180 m/min, ap = 2 mm und fz = 0,25 mm 1.500 cm3 des Vergütungsstahls (42CrMo4) abgetragen werden. Mit AlTiN beschichtete WSP schafften hingegen nur 1.000 cm3. Das ist eine Steigerung des Spanvolumens um 50 Prozent!
Der Schichtwerkstoff ist dabei nur ein Teil der Premiumbeschichtung. Sie ist das Ergebnis zahlreicher Optionen: Die CemeCon-Produktionslinie eigens für Wendeschneidplatten ist dabei exakt auf die Ansprüche dieser Werkzeuggruppe ausgerichtet. Durch die gezielte Kombination von speziellen Vor- und Nachbehandlungen, Schichtwerkstoff, Schichtdicke und weiteren Details entstehen individuelle Beschichtungen, die jedem Kunden eine Abgrenzung im Markt ermöglichen. Dabei differenziert CemeCon hier genau zwischen den einzelnen Anforderungen. Beim Premium-Service steht das Werkzeug in seiner individuellen Form und Funktion im Mittelpunkt und bei einer Premium Plus-Lösung projektieren die Experten von CemeCon in enger Zusammenarbeit mit dem Werkzeughersteller eine Beschichtungslösung, die genau auf die Marktanforderungen zugeschnitten ist.
Qualität ist das A und O
„Um später hervorragende Qualität in der Serienproduktion zu gewährleisten und unseren Kunden die bestmögliche Beschichtung immer in derselben Spezifikation zu liefern, ist es wichtig, am Anfang ganz genau zu schauen. Sind die Parameter und Arbeitsschritte richtig gewählt?“, erläutert Eric Knipprath, der unter anderem bei Wendeschneidplatten im Beschichtungszentrum in Würselen die Qualität der ersten Werkzeuge überprüft, Engineeringaufträge in die Produktion einsteuert sowie diese überwacht und mit Fotos dokumentiert. „Beim ersten Auftrag schaue ich mir alle Werkzeuge sehr genau unter dem Mikroskop an und beurteile deren Beschichtungstauglichkeit. Ich achte dabei zum Beispiel auf die Kantenbeschaffenheit, mögliche Beschädigungen, den Verschmutzungsgrad und die Substratoberfläche. Diese Kriterien können Einfluss auf die Beschichtungsqualität haben. “
Um später in Serie produzieren zu können, ist es wichtig AM ANFANG GANZ GENAU ZU SCHAUEN. Sind die PARAMETER und ARBEITSSCHRITTE richtig gewählt? Das bringt die HOHE QUALITÄT, die wir liefern!
Eric Knipprath, CemeCon AG
Wendeschneidplatten können unterschiedliche Oberflächenzustände aufweisen. „Aus diesem Grund ist die Vorbehandlung ein wichtiger Baustein, um eine optimale Haftung und somit eine erfolgreichen Beschichtung zu erzielen“, so Eric Knipprath. „Deswegen kontrolliere ich die Engineeringaufträge nochmal nach der Präparation und auch nach den darauffolgenden Arbeitsschritten.“

Die richtige Schichtdicke
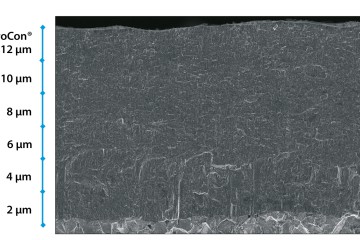
Ein weiterer wesentlicher Faktor ist die Schichtdicke: Bei Wendeschneidplatten beispielsweise für hochpräzise Schlichtbearbeitungen schwerzerspanbarer Materialien wie etwa Titan, Nickel-Basis-Legierungen oder Aluminium sind scharfe Schneiden und damit eine dünne Beschichtung gefragt. Bei verschleißintensiven Schruppoperationen von Stahl mit hohen Abtragsraten bietet eine 8 µm dicke FerroCon®-Schicht ein hohes Verschleißvolumen und schützt das Werkzeug. Dazu Eric Knipprath: „Für solche Schichtdicken ist eine ausreichende Kantenverrundung eine wichtige Voraussetzung. Stelle ich also bei der Eingangskontrolle fest, dass eine sehr scharfe Schneide eine sehr dicke Schicht erhalten soll, so wird gemeinsam mit dem Hersteller eine Lösung gesucht und die Kombination angepasst.“
Nach dem Beschichtungsprozess werden die Wendeschneidplatten gefinisht. „Zum Schluss folgt die Ausgangskontrolle. Dabei schaue ich mir die Testwerkzeuge nochmal unter dem Mikroskop an, mache eine Schichtüberprüfung und erstelle eine bildliche Dokumentation“, ergänzt Eric Knipprath.

Immer die gleiche Qualität
Ist die abgestimmte Beschichtungslösung in der Serienproduktion angekommen, garantieren regelmäßige Überprüfungen zuverlässig eine gleichbleibend hohe Qualität. Alle Mitarbeiter der einzelnen Stationen überprüfen fortwährend die Arbeitsmaterialien, die einzelnen Prozessschritte sowie das Handling der Wendeschneidplatten bei jedem Arbeitsschritt. Stichprobenartige Ein- und Ausgangskontrollen an jeder Auftragsposition sind Bestandteil der Serienproduktion.
FACTS Story als PDF herunterladen Zur Übersicht aller FACTS Magazine (PDF)